 English
English русский
русский Français
Français Español
Español Português
Português Deutsch
Deutsch عربى
عربى Türk
TürkQu'est-ce que le câble métallique de la règle 3 6 ?
La machine de sertissage hydraulique de câbles métalliques GT-1350 (cadre de panier) est une solution de sertissage de grande capacité conçue pour des diamètres de câbles métalliques allant jusqu'à 66 mm en opérations multi-pressage , capable de supporter une pression de service maximale de 56 MPa et entraîné par une unité de puissance hydraulique à deux étages de 11 kW. Si vous avez besoin d'une machine alliant résistance structurelle du châssis en panier, certification CE et compatibilité avec les jeux de matrices GT-500T, cette unité est à la hauteur sur tous les fronts.
Comprendre le Règle 3-6 en câble métallique est un contexte essentiel pour sélectionner le bon équipement de sertissage. La règle 3-6 stipule qu'un câble métallique doit être mis hors service lorsqu'il 3 fils cassés ou plus se trouvent dans un brin sur une longueur de pas de câble, ou 6 fils cassés ou plus sont répartis sur plusieurs brins dans une longueur de pas. Cette norme largement référencée (adoptée par l'ASME B30.2 et des codes similaires) souligne l'importance d'un sertissage précis et fiable : une terminaison mal sertie peut accélérer la fatigue du fil et conduire à une défaillance prématurée. Le GT-1350 est conçu pour garantir des terminaisons qui préservent l'intégrité du câble métallique à long terme.
Ci-dessous, cet article couvre les spécifications techniques de la machine, le tableau des tailles des matrices de sertissage, la sélection des jeux de matrices, les meilleures pratiques opérationnelles, les données de performances de l'industrie et les questions courantes. Toutes les données présentées sont tirées de la documentation du fabricant et de normes industrielles largement acceptées.
Aperçu des spécifications techniques du GT-1350
La machine à sertir les câbles hydrauliques GT-1350 (cadre de panier) est fabriquée par Jiangsu Xingtai Hydraulique Manufacturing Co., Ltd. corps de machine monobloc , un choix de conception qui élimine les cordons de soudure et les joints boulonnés dans les zones à fortes contraintes, contribuant directement à une durée de vie plus longue et à des intervalles de maintenance réduits. Les matrices de sertissage sont forgées à partir d'acier allié à haute résistance et présentent une conception de moule rond avec positionnement automatique, ce qui rend les changements de matrice rapides et reproductibles.
| Paramètre | Valeur |
|---|---|
| Modèle | GT-1350 |
| Diamètre maximum du câble métallique (multi-pressage) | Phi 66 mm |
| Puissance du moteur | 11 kW |
| Pression de service maximale | 56 MPa |
| Mouvement maximal du piston | 200 millimètres |
| Vitesse de montée du piston | 4,8 mm/s |
| Vitesse de descente du piston | 10 mm/sec |
| Dimensions de la machine (L x L x H) | 2100x1100x2000mm |
| Attestation | CE |
Le système d'alimentation en huile de pompe à double pression permet au piston de descendre rapidement pendant la phase d'approche, puis de passer automatiquement en course lente haute pression pour la phase de rétreint proprement dite. Ce comportement en deux étapes protège à la fois le jeu de matrices et la pièce à usiner tout en réduisant considérablement le temps de cycle par rapport aux systèmes à une seule étape. Le piston peut également être arrêté dans n'importe quelle position pendant le déplacement, ce qui est essentiel lors du réglage des dimensions de l'œil ou de la boucle à la volée.
Diagramme isométrique 3D GT-1350 avec étiquettes de composants clés
Le SVG diagram below illustrates the principal structural zones of the GT-1350 basket frame machine. Each labeled element corresponds to a functional component described in the specification sheet and manual guidance.
Le diagram highlights the architecture de cadre de panier , qui offre une rigidité latérale supérieure par rapport aux conceptions conventionnelles à cadre en C ou en H. Les blocs de matrice supérieurs et inférieurs intégrés s'insèrent directement dans des poches usinées avec précision, garantissant un alignement répétable de la matrice sur des milliers de cycles. Le panneau de commande séparé abrite toutes les interfaces opérateur, y compris le manomètre, les voyants lumineux et les interrupteurs des vannes hydrauliques principales, gardant les composants haute tension éloignés de la zone de travail.
Tableau des tailles des matrices de sertissage pour GT-1350
Sélection du bon jeu de matrices de sertissage est le facteur le plus critique pour obtenir une terminaison qui répond aux exigences de charge nominale et de finition de surface. La GT-1350 accepte les matrices compatibles à la fois avec ses propres dimensions de poche à matrice et, de par sa conception, avec les matrices plus petites de la presse GT-500T. Cette compatibilité croisée réduit l’investissement total en outillage pour les ateliers qui exploitent plusieurs machines. Le tableau des tailles des matrices de sertissage ci-dessous est une référence représentative ; vérifiez toujours par rapport à la fiche technique de sertissage du fabricant du manchon avant la production.
| Diamètre du câble métallique (mm) | Diamètre extérieur du manchon avant (mm) | Dim. de fermeture de la filière (mm) | Presses requises | Demande |
|---|---|---|---|---|
| 8 | 14 | 12.5 | 1 | Gréement léger, levage |
| 12 | 20 | 18.0 | 1-2 | Levage de mines, élingues de grue |
| 20 | 32 | 28.5 | 2-3 | Offshore, ferroviaire |
| 32 | 50 | 44.0 | 3-4 | Grues portuaires, métallurgie |
| 48 | 72 | 63.5 | 4-5 | Levage de charges lourdes, électricité |
| 60 | 90 | 79.0 | 5-6 | Quai, grands ouvrages |
| 66 (maximum) | 100 | 87.5 | 6 | Multi-presse de capacité maximale |
Le nombre de presses nécessaires augmente avec le diamètre du manchon car chaque presse fait tourner le manchon d'un incrément angulaire fixe pour obtenir une compression radiale uniforme. Sauter des étapes de presse ou s'arrêter en cas de nombre de presses insuffisant est l'une des principales causes d'arrêts incohérents. Le guide manuel GT-1350 conseille aux opérateurs de mesurer le diamètre extérieur du manchon fini après chaque cycle de pressage complet à l'aide d'un micromètre calibré pour confirmer la conformité dimensionnelle avant de relâcher l'élingue pour l'entretien.
Le bar chart above illustrates the relationship between wire rope diameter and the corresponding sleeve outer diameter range handled by the GT-1350 using multi-press technique. Larger ropes require proportionally heavier sleeves and more press increments, but the machine's 56 MPa ceiling ensures sufficient force is available at the top end of the capacity range. This makes the GT-1350 one of the highest-capacity basket-frame hydraulic wire rope swage machines in its motor class, comparing favorably with international benchmarks for 11 kW presses.
Machine à sertir les câbles hydrauliques : comment fonctionne le système à double pression
Le GT-1350's hydraulic circuit relies on a disposition de pompe à deux étages qui est devenue une référence dans le secteur des presses à câbles. Pendant la course d'approche, la pompe délivre un débit élevé à basse pression afin que le piston descende rapidement jusqu'à la pièce à usiner sans perdre de temps. Une fois le contact détecté (via une montée de contre-pression hydraulique), le circuit passe automatiquement en mode haute pression et faible débit pour exécuter le sertissage. Cette transition se fait en douceur et ne nécessite aucune intervention de l'opérateur.
Le sealing system uses high-grade hydraulic seals rated for sustained operation at pressures beyond the machine's working limit. This provides a meaningful safety margin and ensures that hydraulic fluid does not contaminate the work area or the wire rope surface, which could compromise both safety and corrosion resistance of the finished termination. The system also features an integrated pressure relief valve pre-set at the factory, protecting both the operator and the tooling from overpressure events.
Le pressure curve above illustrates the characteristic two-stage profile of the GT-1350 swage cycle. Pressure remains low during approach to allow rapid advance, then rises steeply once the die contacts the sleeve, peaking near the machine's 56 MPa maximum during full swage. The return phase releases pressure rapidly. This profile is consistent with industry best practice for hydraulic steel wire rope press machines operating in mine, wharf, and crane applications.
Applications industrielles et références de performances
Le GT-1350 hydraulic wire rope crimping machine is designed for continuous-duty operation across a wide range of sectors. Wire rope swaging is a fundamental process in industries where lifting and tension capacities are safety-critical, and the machine's CE certification ensures it satisfies European machinery directive requirements for operator protection and electromagnetic compatibility.
- Industrie du câble métallique : Production d'élingues pré-ajustées, d'ensembles dé-à-oeil et de brides multi-branches en grands volumes.
- Mines et métallurgie : Câbles de levage et câbles de guidage de puits dans les opérations minières souterraines et à ciel ouvert nécessitant des terminaisons MBL (charge de rupture minimale) vérifiées.
- Opérations à quai et portuaires : Lignes d'amarrage, dispositifs de remorquage et ensembles de levage principaux de grue dans les terminaux de conteneurs et de marchandises en vrac.
- Ferroviaire et électricité : Systèmes de tension caténaire et ensembles de lignes aériennes où la cohérence dimensionnelle des terminaisons est spécifiée avec des tolérances serrées.
- Offshore et construction : Haubans, systèmes d'amarrage et éléments de tension structurels pour les travaux de ponts et de plates-formes offshore.
Le radar chart presents an internal capability analysis of the GT-1350 across six operational dimensions. Pression de travail et durabilité maximales se classent au sommet de la gamme grâce à la construction du corps monobloc et aux composants de sertissage en acier allié. La compatibilité des matrices et les indices de sécurité sont également élevés, grâce à la certification CE, à la compatibilité croisée avec les matrices GT-500T et à la décompression intégrée à la machine. La vitesse de cycle est légèrement inférieure au maximum car la vitesse de retour du piston (10 mm/s) est régie par des exigences de décompression sûres, ce qui constitue un compromis de conception délibéré pour la sécurité de l'opérateur et la longévité de la matrice.
Sélection et maintenance des jeux de matrices de sertissage
A jeu de matrices de sertissage pour le GT-1350 doit être adapté au diamètre nominal du câble métallique et au type de manchon (manchon ovale, manchon rond ou douille à coin). Les jeux de matrices ovales produisent une section transversale hexagonale ou ovale sur le manchon fini et sont préférés pour la plupart des applications d'élingues car ils fournissent une référence d'inspection visuelle. Les jeux de matrices rondes sont utilisés là où l'uniformité dimensionnelle dans tous les plans radiaux est requise, comme pour la préparation des douilles filetées ou les assemblages d'œillets d'amarrage de précision.
Protocole de maintenance des jeux de matrices
- Inspectez les surfaces de la matrice à la recherche de fissures, d'éclats ou de grippage tous les 200 cycles de sertissage à l'aide d'une loupe 10x ou d'une inspection par ressuage.
- Appliquez une fine pellicule d'antigrippant ou de lubrifiant de sertissage sur les surfaces de contact de la matrice avant chaque changement pour réduire la friction et empêcher le soudage à froid des moitiés de matrice.
- Vérifier la dimension de fermeture de la matrice à l'aide d'une cale étalon calibrée réglée au début de chaque cycle de production ; les dimensions en dehors de la plage de tolérance indiquent une usure de la matrice et l'ensemble doit être remplacé.
- Rangez les matrices dans des étuis rembourrés lorsqu'elles ne sont pas utilisées ; n'empilez jamais les matrices sans protection, car les dommages causés par l'impact à la surface de la cavité se traduisent directement par des défauts de surface du manchon.
- Enregistrez le nombre de cycles de chaque jeu de matrices dans un journal de maintenance ; Xingtai Hydraulic recommande de remplacer les matrices lorsque la dimension de fermeture s'écarte de plus de 0,3 mm de la valeur nominale.
Le GT-1350's automatic positioning feature means the die set self-centers around the sleeve before pressure is applied, reducing operator error during loading. This is a significant advantage over manual-alignment machines and directly reduces the rate of off-center swages, which are the leading cause of reduced termination efficiency in hydraulic swage operations (as noted in industry practice guides published by the Wire Rope Technical Board).
Le bar chart above is a schematic representation of how die dimensional deviation accumulates with cycle count for a typical alloy-steel die set used on large-diameter ropes. Deviation remains negligible for the first 400 cycles, begins to accelerate between 600 and 800 cycles as work-hardening and surface abrasion increase, and typically crosses the 0.3mm replacement threshold at or before 1000 cycles depending on sleeve material hardness. Operators tracking this data can plan die replacement proactively, avoiding out-of-specification terminations reaching the field.
Image du produit GT-1350
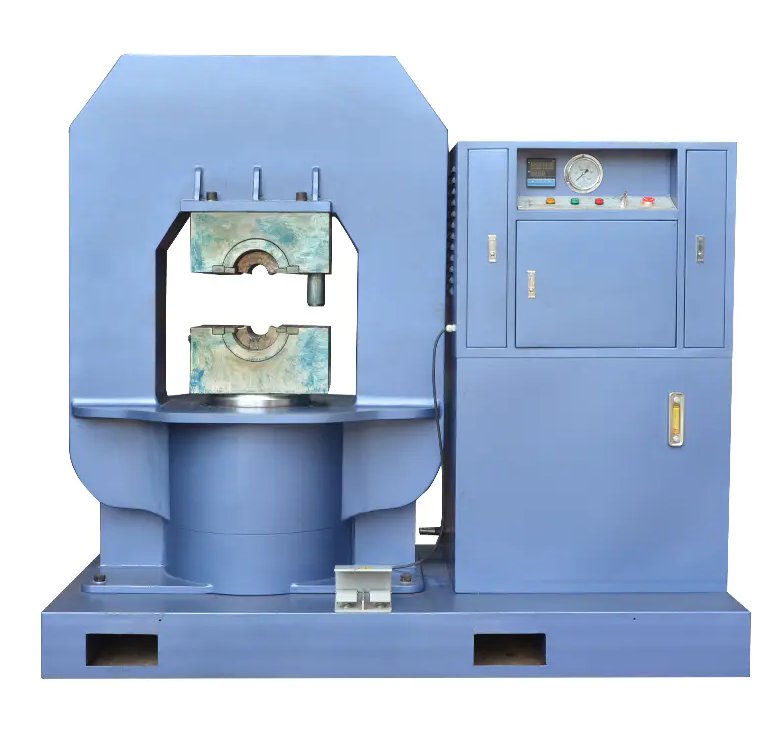
Le GT-1350 Hydraulic Wire Rope Crimping Machine (Basket Frame) as manufactured by Jiangsu Xingtai Hydraulic Manufacturing Co., Ltd. The distinctive corps de cadre de panier , fraisé à partir d'un seul bloc d'acier, est visible au centre. L'armoire de commande séparée sur la droite abrite le groupe hydraulique à double pression, le manomètre, le panneau indicateur et les interrupteurs de commande principaux. La machine est certifiée CE et a été exportée vers le Royaume-Uni, l'Australie, les Pays-Bas, la Lettonie, la Malaisie, la Thaïlande, l'Inde, la Russie, le Botswana, la Pologne et d'autres marchés.
À propos de Jiangsu Xingtai Hydraulic Manufacturing Co., Ltd.
Jiangsu Xingtai Hydraulic Manufacturing Co., Ltd. a été fondée en 1992 et est situé dans la ville de Taizhou, province du Jiangsu, Chine. L'entreprise est spécialisée dans la fabrication de presses hydrauliques pour câbles métalliques, de machines de recuit et de effilage de câbles métalliques, de manchons en aluminium et de pinces de levage. Xingtai Hydraulic est équipé d'installations de production avancées, de solides capacités techniques, d'équipements de test faisant autorité et d'un système complet de gestion de la qualité.
Le swaging components of Xingtai Hydraulic machines are forged from high-strength alloy steel. The machine body is manufactured from a single block of material, ensuring structural integrity and long service life. The hydraulic systems utilize a dual-pressure pump oil supply system, which enables fast upward and downward movement while ensuring a smooth pressing process. This design significantly improves pressing quality and production efficiency.
Les machines hydrauliques Xingtai ont été exportées vers de nombreux pays, notamment le Royaume-Uni, l'Australie, les Pays-Bas, la Lettonie, la Malaisie, la Thaïlande, l'Inde, la Russie, le Botswana, la Pologne et d'autres. Guidé par la philosophie de "haute qualité, prix compétitif et engagement durable", l'entreprise s'efforce de répondre aux besoins des clients et de fournir le meilleur service, dédiée à servir les clients existants et nouveaux avec le même niveau d'excellence.
Foire aux questions
Q1 : Quelle est la règle 3-6 pour les câbles métalliques et pourquoi est-elle importante pour les terminaisons embouties ?
Le 3-6 rule is a wire rope retirement criterion: remove a rope from service when 3 or more broken wires occur in one strand within one rope lay length, or 6 or more broken wires are found across all strands in one lay length. A properly swaged termination preserves the wire rope's structural properties at the termination point, reducing stress concentrations that can accelerate wire breakage. Using an accurately sized die set and the correct number of press increments is essential to achieving a termination that does not become a premature failure point.
Q2 : La GT-1350 peut-elle utiliser les matrices de la presse à câble hydraulique GT-500T ?
Oui. La GT-1350 est spécialement conçue pour accepter des matrices de plus petite taille compatibles avec la presse GT-500T. Cela signifie que les opérations qui possèdent déjà l'outillage GT-500T peuvent utiliser cet investissement directement sur le GT-1350 pour des diamètres de câble plus petits, et n'ont besoin que d'acheter les plus grandes matrices spécifiques au GT-1350 pour la plage de capacité supérieure. Cette compatibilité croisée est une caractéristique déclarée de la machine et un avantage de coût significatif dans les ateliers multi-machines.
Q3 : Comment lire un tableau des tailles de matrices de sertissage hydraulique ?
Un tableau des tailles de matrice de sertissage fait référence au diamètre nominal du câble métallique, au diamètre extérieur du manchon avant le sertissage et à la dimension cible de fermeture de la matrice après le sertissage. Pour l'utiliser : identifiez le diamètre de votre câble métallique, recherchez le diamètre extérieur du manchon recommandé dans le tableau, puis sélectionnez le jeu de matrices dont la dimension de fermeture correspond au diamètre extérieur cible après sertissage spécifié par le fabricant du manchon. Confirmez toujours à l'aide de la fiche technique du manchon, car les tolérances varient entre les manchons en aluminium, les manchons en acier et les produits à douilles serties.
Q4 : Quel est le diamètre maximal du câble métallique que le GT-1350 peut sertir en une seule presse ?
Le GT-1350 achieves a maximum wire rope diameter of 66mm using multi-pressing technique. Single-press capacity depends on the die set selected and sleeve material, and is typically rated for smaller diameters. For large-diameter ropes approaching the 66mm limit, operators should follow the multi-press sequence specified in the GT-1350 manual and confirm the number of press increments with the sleeve supplier's swage chart.
Q5 : Le GT-1350 est-il adapté à une installation en extérieur ou dans des environnements difficiles ?
Le GT-1350 is designed as a workshop or factory-floor machine. For field deployment in mining, wharf, or construction environments, appropriate environmental protection for the control panel and hydraulic system should be arranged. The machine's single-block body and high-strength alloy-steel swage components are robust enough for demanding industrial environments when properly housed. Contact Xingtai Hydraulic for guidance on environmental protection options for specific deployment conditions.
Q6 : Quelles certifications le GT-1350 détient-il ?
Le GT-1350 holds CE certification, which confirms conformance to applicable European safety, health, and environmental protection requirements including the Machinery Directive. CE marking is recognized in the EU, the UK (under UKCA transition arrangements), Australia, and many other markets as evidence of a machine meeting established safety standards. Buyers in regulated markets should request the Declaration of Conformity documentation from Xingtai Hydraulic when placing an order.
")
")
")
")
")
")
")
")
Si vous avez besoin d'un équipement hydraulique personnalisé ou d'une consultation technique, veuillez n'hésitez pas à contacter l'équipe commerciale et d'ingénierie de Xingtai.
-
 +86-523-86934677
+86-523-86934677
+86-15896002505 -
 [email protected]
[email protected]
-
 +86-15896002505
+86-15896002505
-
 N° 3, Boulevard Longgang, Rue du Port de Gaogang, Ville de Taizhou, Chine
N° 3, Boulevard Longgang, Rue du Port de Gaogang, Ville de Taizhou, Chine
Droit d'auteur © Jiangsu Xingtai Hydraulic Manufacturing Co., Ltd. Tous droits réservés.

